Challenge
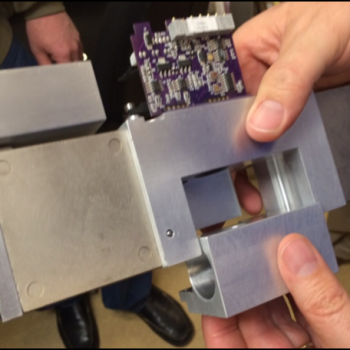
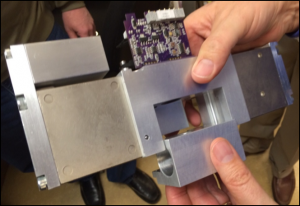
Our customer manufacturers glass bottles and has been using the machine OEM’s ‘takeout’ grippers since the machines were installed. The takeout grippers are used to remove the bottles from the mould. These OEM grippers were expensive and the maintenance required was high, increasing machine downtime and cost of ownership.
Typically the grippers worked well for 3 to 4 months and then started to show signs of wear. Most commonly the wear was to the pins and linkages, resulting in play at the jaws. The play meant that the jaw opening was not consistent and created rejects through bruised finishes where the jaws struck the bottle. Typically by 6 months the reject rate became so great that intervention was required and ultimately overhaul was required at around 6 to 8 months of use.
There were two versions of the grippers in use with the selection depending on the glass ware being produced. Some larger tooling claws required an ‘anti-wink’ version of the gripper to prevent damage to finishes.



Engagement
The customer ran a continuous improvement programme focussed on:
- Increase production – less section down time
- Reduce maintenance time
- Ultimately reduce costs
We were able to support the customer in the pursuit of these goals as the resolution of the ongoing takeout gripper issues was a relatively easy win for them. The customer would be able to reduce downtime and maintenance along with the associated costs to the business in lost production.
In 2017 PHD had their 60th Anniversary for the design and manufacture of grippers, so we were able to share a PHD design concept which was borne from decades of experience.
The PHD prototypes were designed as a drop-in solution. Once installed it was clear that this initial design resolved many of the issues that the customer had and worked perfectly for smaller glass ware. Although there were some handling issues identified as the gob weight increased.
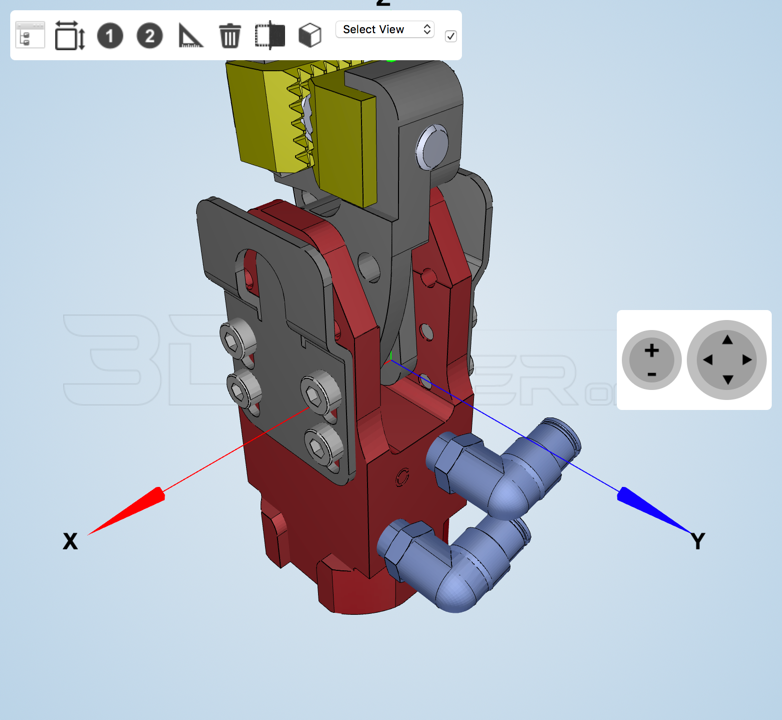
PHD re-designed with the experience gained from the initial trials and a new design, based around their widely used automotive press clamps, was produced and the results were very impressive.
New testing with up to 1300g bottles showed no wear in the first 6 months. The first unit installed has been in use continuously and after 22 months had not presented a single issue.
Solution
The PHD design addressed all of the customers requirements, delivering a gripper which:
- Is simple to install – drop in replacement with no modifications needed
- Has fully adjustable jaws – easy set up with no need for spacers to set the closing angle
- Is robust and durable – designed for 10 million trouble free operations
- Has reduced maintenance requirements and increased production – less parts, no linkages or split pins to wear
- Has an integrated soft close – cushioning built into the cam slot design results in smoother closing and less opportunity for damage to finishes
- Has an ‘anti-wink’ feature built in due to the cam slot design



Benefits
Our customer now benefits from a gripper designed specifically to deliver long life and low maintenance in the hot and aggressive hollow glass manufacturing environment. This innovative gripper design addresses the challenges of the varied products it is required to handle and directly improves the pack to melt ratio.
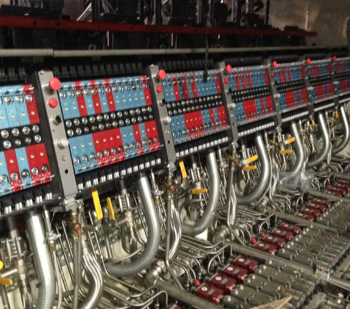
The benefit to the customer of reducing lost production time through gripper failure was significant. There are 260 grippers across 13 production lines. With each gripper requiring replacement at least once a year, that totaled a minimum of 130 hours of section downtime per year.
Each line has 10 sections, with 2 moulds in each. With a cycle time of 5 seconds, each section was able to produce 2 x 12 bottles per minute, a total of 1440 bottles per hour. 130 hours of gained production time meant that they are now able to produce an additional 187,200 bottles per year.
In addition to the gained production output there is also less waste. Glass ware is no longer rejected as a result of bruising where the gripper comes in contact with the bottle once the pins and links start to wear.
The PHD gripper also provides benefit to production from the reduction in set up time. The new gripper includes a jaw opening adjustment block which enables complete control of the maximum opening angle without removing the gripper from the holder to add/remove spacers.